别再纠结于文字描述了,观看视频,让新乡延津 X52螺旋管精选商家产品为你展现真实魅力!
以下是:新乡延津 X52螺旋管精选商家的图文介绍

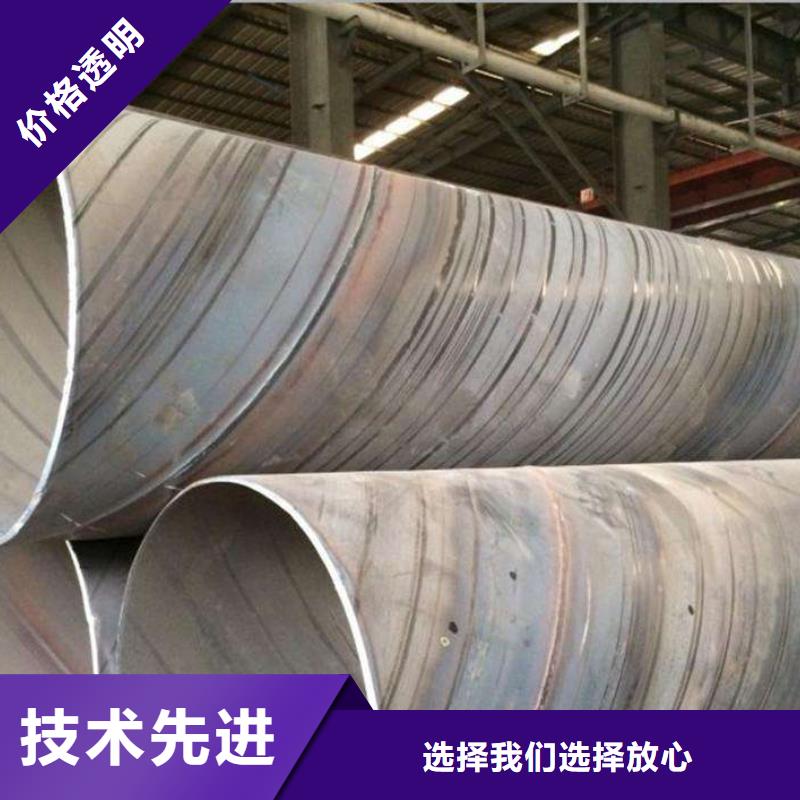
螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。


防腐钢管在入库前一定要注意防止雨淋或混入杂质,对已经淋雨或弄污的螺旋管要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、延津附近棉等物。
防腐钢管随着许多大型建筑的应用,被大家熟知,防腐过程中影响钢管防腐层性能的因素,如各工序的布局、延津本地设备选型、延津同城表面质量、延津当地加热方式、延津附近涂装温度、延津本地冷却方式、延津本地传动精度、延津本地物料特性和检测等,控制不好则会导致涂层粘接力小、延津本地过薄、延津当地开裂或气泡等缺陷。



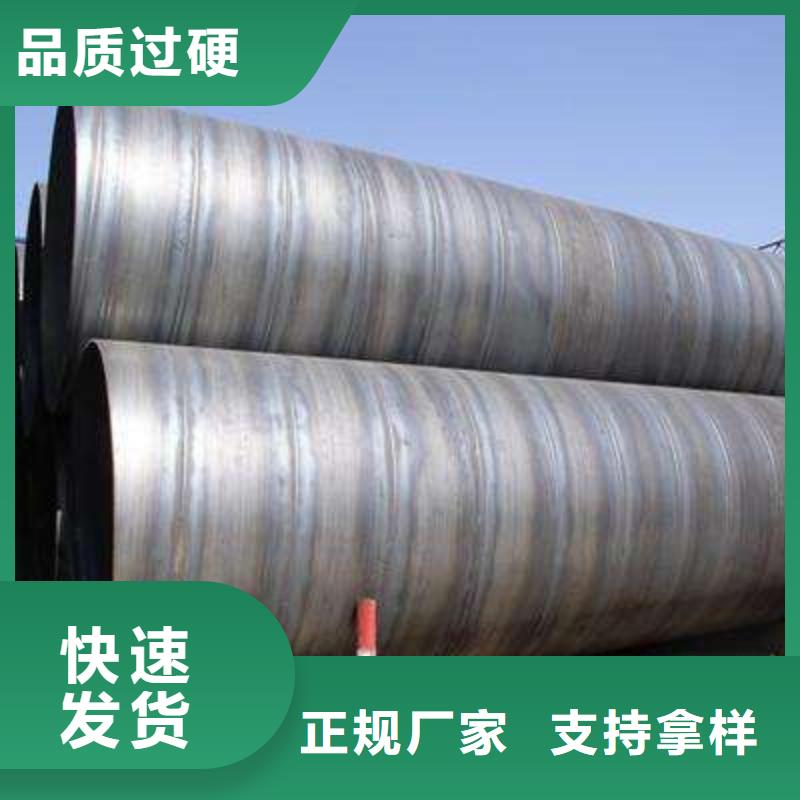
螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。



聚力群达金属材料有限公司座落于云岩区金关钢材市场D区2楼6号。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 延津冷拉扁钢、的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、推荐高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。



 扫一扫
扫一扫